离心铸造
什么是离心铸造
离心铸造 是一种将液态金属注入高速旋转的模具中,使液态金属以离心运动充满模具并形成铸件的技术和方法。 由于离心运动,液态金属能沿径向很好地充满铸型,形成铸件的自由表面; 无芯即可获得圆柱形内孔; 有助于消除液态金属中的气体和夹杂物; 它影响金属的结晶过程,提高了铸件的机械和物理性能。
根据铸型旋转轴的空间位置,普通离心铸造可分为卧式离心铸造和立式离心铸造。 当结晶器的旋转轴处于水平状态或与水平线的夹角很小(4°)时的离心铸造称为水平离心铸造。 铸型旋转轴处于垂直状态时的离心铸造称为立式离心铸造。 铸型旋转轴线与水平线和垂直线成较大夹角的离心铸造称为斜轴离心铸造,但很少使用。
离心铸造的应用领域
具有显着生产效益的铸件包括:
- - 双金属铸铁轧辊;
- - 加热炉底部的耐热钢辊道;
- - 特种钢无缝钢管;
- - 刹车鼓、活塞环毛坯、铜合金蜗轮;
- - 叶轮、金属假牙、金银介子、小阀门、铸铝电机转子等异型铸件。
离心铸造最早用于生产铸管,此工艺得到迅速发展。 在国内外,离心铸造工艺用于冶金、矿山、交通、排灌机械、航空、国防、汽车等行业生产钢、铁和有色碳合金铸件。 其中以离心铸铁管、内燃机缸套、轴套等铸件的生产最为常见。 对于一些成型工具和齿轮铸件,还可以对熔融的型壳采用离心力浇注,不仅可以提高铸件的精度,而且可以提高铸件的机械性能。
产量大的铸件包括:
- - 铁管:世界球墨铸铁年总产量的近1/2是离心铸造生产的铁管
- - 柴油发动机和汽油发动机的气缸套
- - 各种类型的钢套和钢管
- - 双金属钢背铜套,各种合金轴瓦
- - 造纸机滚筒
中国铭和铸造成立于1995年,是离心铸造模具成型模具的行业标准制定单位。 明和位于世界工业之都——中国东莞。 是广东省高新技术企业。 拥有建筑面积18,000平方米的生产车间。 拥有研发、设计、铸造、机加工、装配、表面处理等设备。 它是东莞研发中心和技术中心。 明和铸造现拥有6项发明专利和20项实用新型专利。 是广东省商标企业。 公司现有员工230余人,其中模具设计工程师36人,技术人员39人; 拥有数控加工设备和通用加工设备40台。 28台,三坐标测量机,3台反向扫描仪。 采用计算机三维设计、编程、计算机辅助加工技术,采用FM方法铸造铝模坯,结合明和铸造创建特氟龙(TEFLON)表面涂层技术和子公司明和粉末涂料厂,使模具质量、精度、效率,使用寿命能满足客户的要求。 公司技术人员指导模具组装、使用、试制、免费维修,并可根据客户需求提供全套离心铸造技术。

离心铸造的特点
- – 浇注系统和冒口系统几乎没有金属消耗,提高了工艺的生产率;
- – 生产空心铸件时不使用型芯,因此生产长管状铸件时金属填充能力可大大提高,铸件壁厚与长度或直径的比值可降低,生产工艺可以简化套管和管铸件;
- – 铸件密度高,气孔、夹渣等缺陷少,力学性能高;
- – 方便制造桶套复合金属铸件,如钢背铜套、双金属辊等; 铸件成型时,可以利用离心运动来增加金属的填充能力,因此可以生产薄壁铸件。
- – 用于生产异型铸件时有一定的局限性。
- – 铸件内孔直径不准确,内孔表面比较粗糙,质量差,加工余量大;
- – 铸件容易出现比重偏析,因此不适用于容易出现比重偏析的铸件(如铅青铜),尤其不适合铸造杂质大于熔融金属的合金。

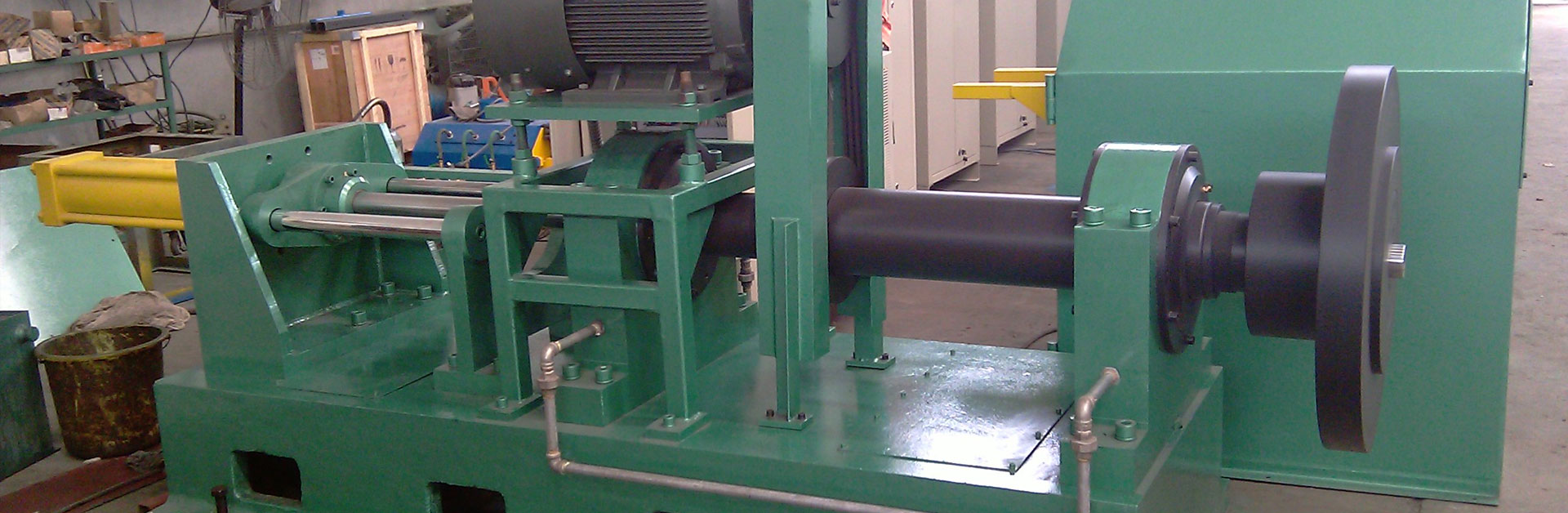
离心铸造的不同类型生产场景
铭禾始终坚持客户的要求和公司的服务标准。 在模具设计、模具装配、模具调试、模具试制、铸造工艺等任何环节,都有专职工程师为您保驾护航;
| 制造离心铸造的场景1 ▶ |

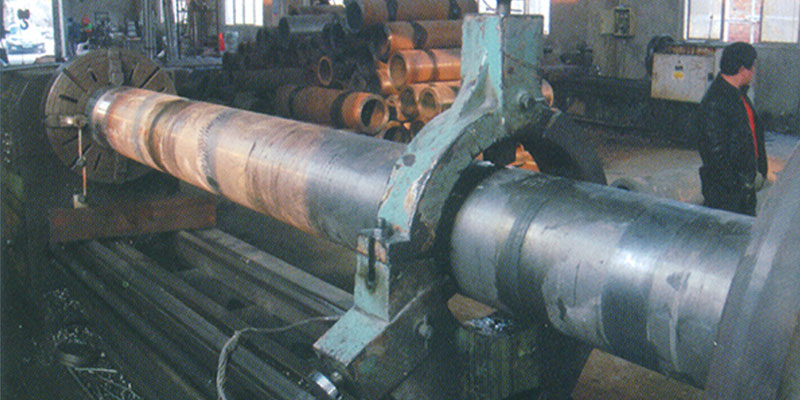
| 制造场景离心铸造2 ▶ |

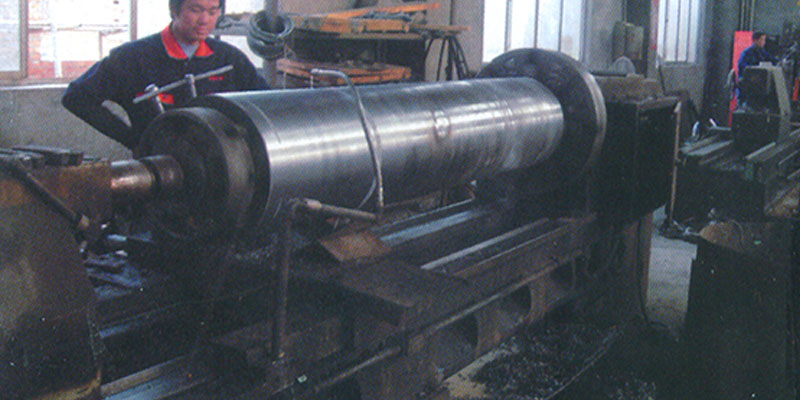
| 制造离心铸造的场景3 ▶ |

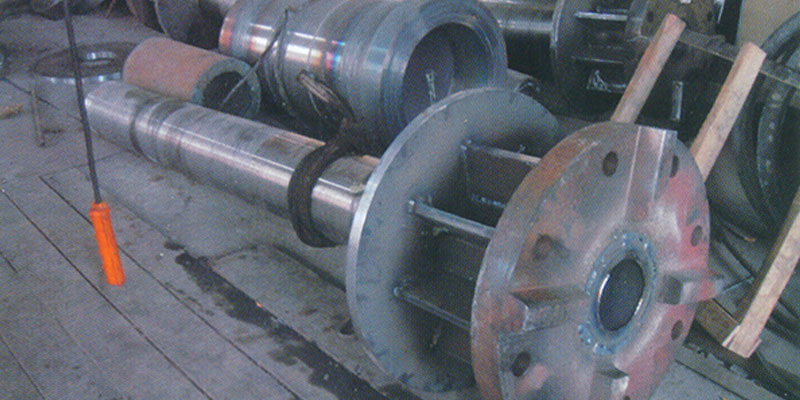
| 制造离心铸造的场景4▶ |

| 制造离心铸造的场景5▶ |

| 制造离心铸造的场景6▶ |

| 制造离心铸造的场景7 ▶ |

| 制造离心铸造的场景8▶ |

| 制造离心铸造的场景9 ▶ |

| 制造离心铸造的场景10▶ |
| 制造离心铸造的场景11 ▶ |
| 制造离心铸造的场景12▶ |
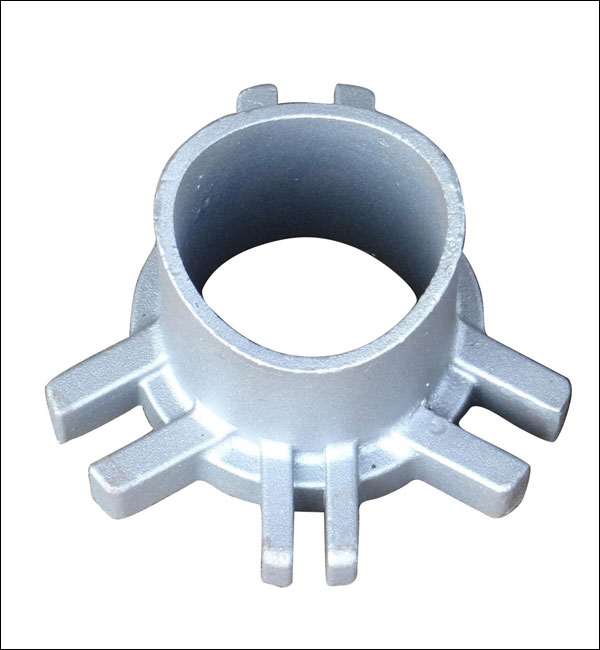
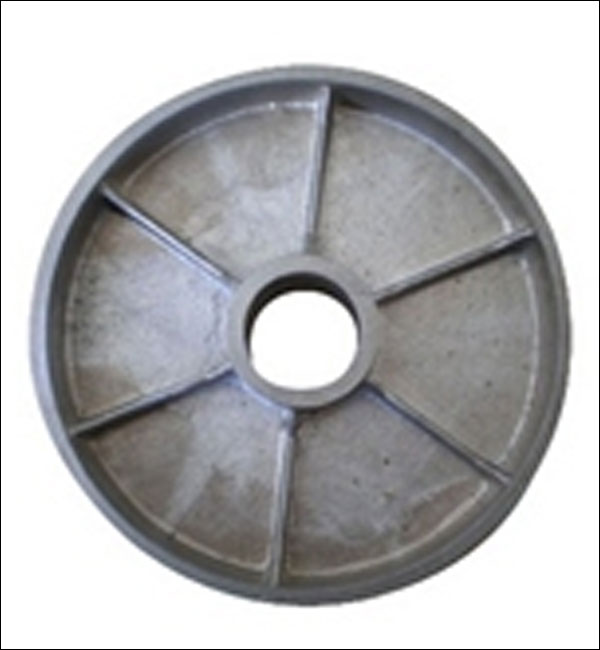
明和离心铸造案例
Minghe Casting 制造服务可用于压铸件、砂铸件、熔模铸造件、金属铸造件、消失模铸造件等的实际设计和小批量生产运行。










选择最好的离心铸造供应商
目前,我们的离心铸造件出口到美国、加拿大、澳大利亚、英国、德国、法国、南非等世界许多国家。 我们已通过 ISO9001-2015 注册并通过 SGS 认证。
我们的定制离心铸造制造服务提供耐用且价格合理的铸件,满足您在汽车、医疗、航空航天、电子、食品、建筑、安全、船舶等行业的规格。 快速发送您的询价或提交您的图纸以在最短的时间内获得免费报价。联系我们或发送电子邮件 sales@hmminghe.com 了解我们的人员、设备和工装如何以最优惠的价格为您的离心铸造项目带来最佳质量。
我们提供的铸造服务包括:
明和铸造服务于砂型铸造、金属铸造、熔模铸造消失模铸造等。
砂模铸造
砂模铸造 是一种以砂为主要造型材料制作模具的传统铸造工艺。 砂型一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。 砂型铸造适应性广,小件、大件、简单件、复杂件、单件、大批量均可使用。
永久模铸
永久模铸 寿命长,生产效率高,不仅尺寸精度好,表面光滑,而且强度比砂型铸件高,浇注相同的金属液时不易损坏。 因此,在大批量生产中小型有色金属铸件时,只要铸件材料的熔点不太高,一般首选金属铸造。

精密铸造
最大的优势 投资铸造 是因为熔模铸件具有较高的尺寸精度和表面光洁度,可以减少加工工作量,但对要求较高的零件留有少许加工余量。 可见,采用熔模铸造法可以节省大量的机床设备和加工工时,大大节省金属原材料。
消失模铸造
消失模铸造 是将与铸件尺寸和形状相似的石蜡或泡沫模型组合成模型簇。 耐火涂料涂刷干燥后,埋入干燥的石英砂中进行振动造型,并在负压下浇注使模型气化。 ,液态金属占据模型位置,凝固冷却后形成新的铸造方法。

压铸
压铸是一种金属铸造工艺,其特点是利用模具的型腔对熔融金属施加高压。 模具通常由更高强度的合金制成,这个过程有点类似于注塑成型。 大多数压铸件不含铁,如锌、铜、铝、镁、铅、锡和铅锡合金及其合金。 明和一直是中国的顶级 压铸服务 以来1995。
离心铸造
离心铸造 是一种将液态金属注入高速旋转的模具中,使液态金属以离心运动充满模具并形成铸件的技术和方法。 由于离心运动,液态金属能沿径向很好地充满铸型,形成铸件的自由表面; 它影响金属的结晶过程,从而提高铸件的机械和物理性能。

