
消失模铸造
什么是消失模铸造
消失模铸造 (也称为 实心铸件) 是将尺寸和形状与铸件相似的石蜡或泡沫模型组合成簇。 耐火涂料涂刷和干燥后,将它们埋在干燥的石英砂中进行振动建模。 是一种使模型气化,液态金属占据模型位置,凝固冷却形成新的铸造方法。
由于无粘结剂干砂在浇注过程中经常塌陷,1967年德国的A.Wittemoser采用了所谓的“磁力浇铸”。1971年,日本长野发明了V法(真空浇注法)。 受此启发,如今的消失模铸造也多处采用真空固砂。 因此,消失模铸造技术近20年来在世界范围内发展迅速。
消失模铸造的优势
1. 铸造精度高
消失模铸造是一种几乎没有余量、成型精确的新工艺。 此工艺不需取模,无分型面,无砂芯,因此铸件无飞边、毛刺和脱模斜度,减少了型芯组合造成的尺寸误差。 铸件表面粗糙度可达Ra3.2~12.5μm; 铸件尺寸精度可达CT7~9级; 加工余量可达1.5~2mm,可大大降低加工成本。 与传统砂型铸造方法相比,可减少40%至50%的机加工时间。
2. 灵活的设计
为铸件结构的设计提供了足够的自由度。 组合泡沫塑料模具可铸造高度复杂的铸件,既适用于大型铸件、机械化作业,也适用于小批量产品的手工拼接模型。
3、传统铸造无砂芯
因此,不会出现传统砂型铸造中因砂芯尺寸不准确或下芯位置不准确而造成的铸件壁厚不均。
4. 清洁生产
型砂中不含化学粘合剂,泡沫塑料在低温下对环境无害,旧砂回收率达95%以上。
5. 降低投资和生产成本
减轻铸坯重量,加工余量小。干砂埋模可重复使用,工业废料少,无毛刺,清理时间可减少80%以上,成本显着降低。
6.应用范围广
它既可以铸铁,球墨铸铁,也可以同时铸钢,所以转移灵活,应用广泛。 不仅适用于中小型零件,也适用于大型铸件,如机床、大口径管件、大型冷模零件、大型矿山设备零件等。
7. 缺点和限制
消失模铸造工艺与其他铸造工艺一样,都有其不足和局限性。 并非所有铸件都适合使用消失模工艺生产,因此需要进行具体分析。 主要根据以下几个因素来考虑是否使用该工艺。
- - 铸件的批量:批量越大,经济效益越大。
- - 铸造材料:适用性好和适用性差的顺序大致为:灰口铸铁-有色合金-普通碳钢-球墨铸铁-低碳钢和合金钢; 通过必要的准备,以免造成工艺实验,调试周期过长。
- - 铸件尺寸:主要考虑相应设备(如振动台、砂箱)的使用范围。
- - 铸件结构:铸件结构越复杂,越能体现消失模铸造工艺的优越性和经济效益。 对于内腔通道和夹层较窄的结构,在使用消失模工艺前需要提前进行实验。 生产。
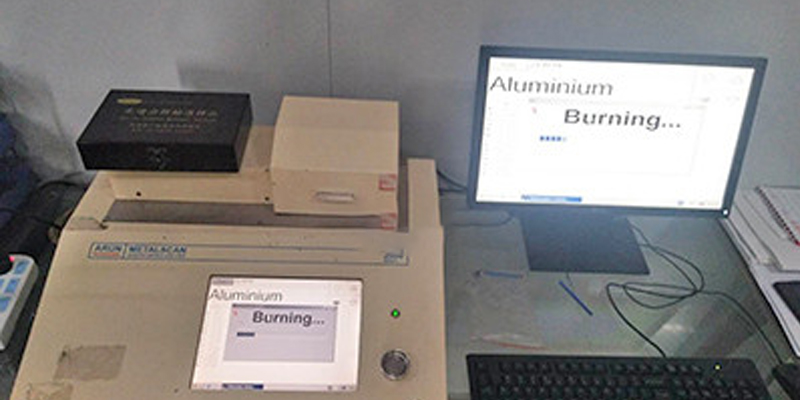
中国铭和铸造成立于1995年,是消失模铸造模具成型模具的行业标准制定单位。 明和位于世界工业之都——中国东莞。 是广东省高新技术企业。 拥有建筑面积18,000平方米的生产车间。 拥有研发、设计、铸造、机加工、装配、表面处理等设备。 它是东莞研发中心和技术中心。 明和铸造现拥有6项发明专利和20项实用新型专利。 是广东省商标企业。 公司现有员工230余人,其中模具设计工程师36人,技术人员39人; 拥有数控加工设备和通用加工设备40台。 28台,三坐标测量机,3台反向扫描仪。 采用计算机三维设计、编程、计算机辅助加工技术,采用FM方法铸造铝模坯,结合明和铸造创建特氟龙(TEFLON)表面涂层技术和子公司明和粉末涂料厂,使模具质量、精度、效率,使用寿命能满足客户的要求。 公司技术人员指导模具组装、使用、试制、免费维护,并可根据客户需求提供全套消失模铸造技术。

我们的消失模铸造定制流程
明和铸造作为消失模铸造成型模具的设计单位,生产的模具应用广泛。 经过多年的发展和创新,明和铸造已成为众多消失模铸造企业的模具供应商。消失模铸造的定制流程可以概括如下:
- – 客户咨询:请联系我们以获得折扣。
- – 生产计划:我们将为您量身定制模具解决方案。
- – 计划审查:计划将由专家工程师严格审查。
- – 签订合同:签订合作协议,开始为您准备产品。
- – 模具设计:零件的 3D 设计和图形检查。
- – CNC加工:铝模坯的CNC加工。
- – 组装和测试:模具组装、测试和测试工作符合资质标准。
- – 通过测试:测试以确保产品没有问题。
- – 涂层处理:然后进行模具表面的涂层处理。
- – 工厂检查:工厂检查,以及产品包装和交付给您。
- – 安装调试:模具安装调试及售后服务交接工作。
- – 模具交付:最后提供您满意的产品。

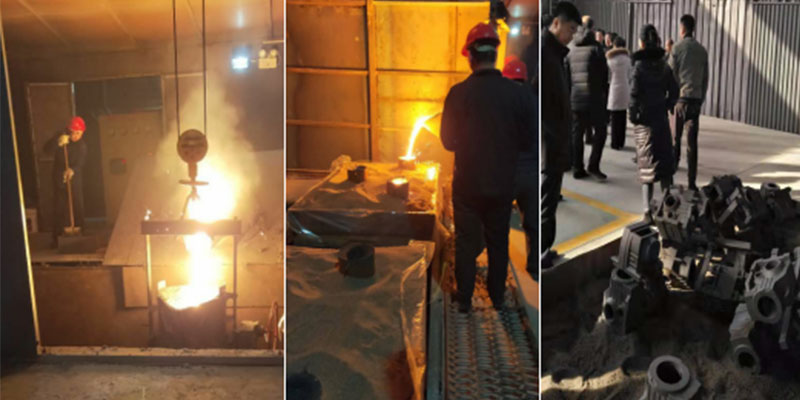
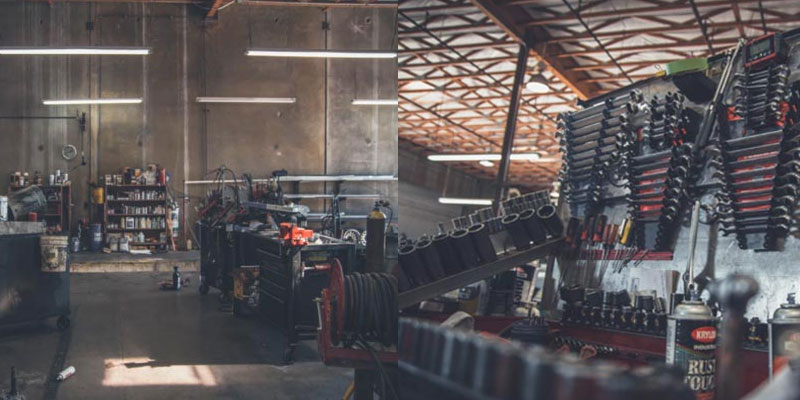
消失模铸造的不同类型生产场景
铭禾始终坚持客户的要求和公司的服务标准。 在模具设计、模具装配、模具调试、模具试制、铸造工艺等任何环节,都有专职工程师为您保驾护航;

| 消失模铸造生产场景1 ▶ |

| 消失模铸造生产场景2 ▶ |

| 消失模铸造生产场景3 ▶ |
| 消失模铸造生产场景4▶ |
| 消失模铸造生产场景5▶ |

| 消失模铸造生产场景6▶ |
| 消失模铸造生产场景7 ▶ |

| 消失模铸造生产场景8▶ |

| 消失模铸造生产场景9 ▶ |

| 消失模铸造生产场景10▶ |

| 消失模铸造生产场景11 ▶ |

| 消失模铸造生产场景12▶ |
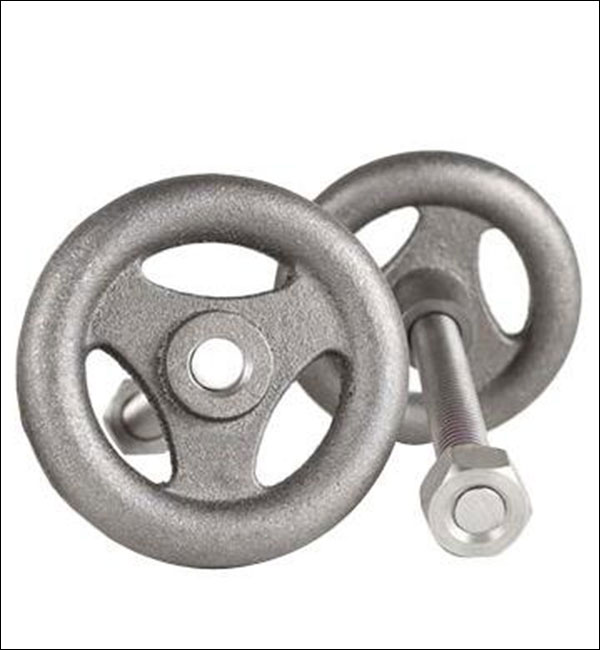
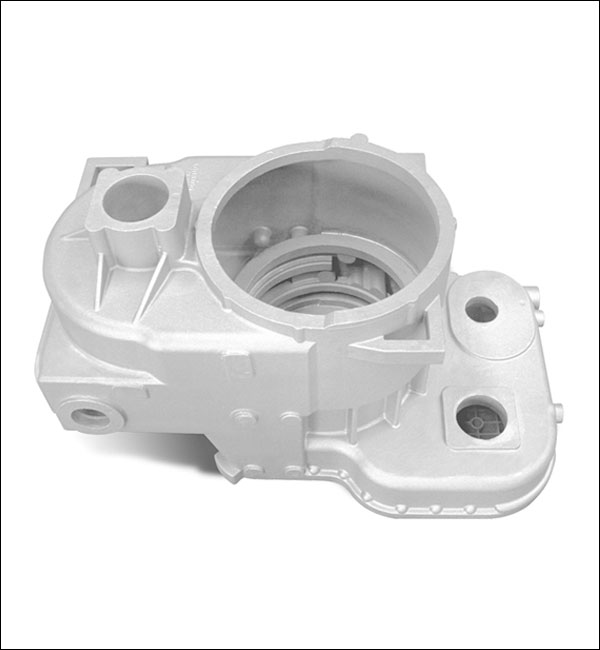
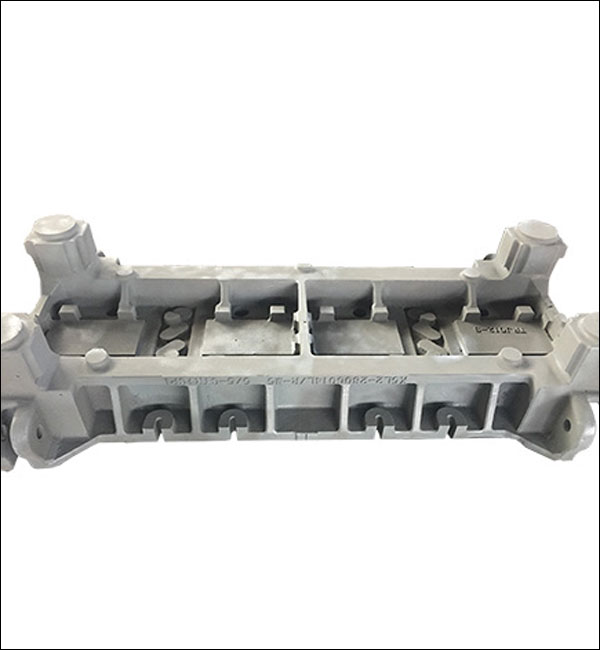
消失模铸造的明和案例
Minghe Casting 制造服务可用于压铸件、砂铸件、熔模铸造件、金属铸造件、消失模铸造件等的实际设计和小批量生产运行。









选择最好的消失模铸造供应商
目前,我们的消失模铸造件远销美国、加拿大、澳大利亚、英国、德国、法国、南非等世界许多国家。 我们已通过 ISO9001-2015 注册并通过 SGS 认证。
我们的定制消失模铸造制造服务提供耐用且价格合理的铸件,满足您在汽车、医疗、航空航天、电子、食品、建筑、安全、船舶等行业的规格。 快速发送您的询价或提交您的图纸以在最短的时间内获得免费报价。联系我们或发送电子邮件 sales@hmminghe.com 了解我们的人员、设备和工具如何为您的消失模铸造项目以最优惠的价格提供最好的质量。
我们提供的铸造服务包括:
明和铸造服务于砂型铸造、金属铸造、熔模铸造消失模铸造等。
砂模铸造
砂模铸造 是一种以砂为主要造型材料制作模具的传统铸造工艺。 砂型一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。 砂型铸造适应性广,小件、大件、简单件、复杂件、单件、大批量均可使用。
永久模铸
永久模铸 寿命长,生产效率高,不仅尺寸精度好,表面光滑,而且强度比砂型铸件高,浇注相同的金属液时不易损坏。 因此,在大批量生产中小型有色金属铸件时,只要铸件材料的熔点不太高,一般首选金属铸造。

精密铸造
最大的优势 投资铸造 是因为熔模铸件具有较高的尺寸精度和表面光洁度,可以减少加工工作量,但对要求较高的零件留有少许加工余量。 可见,采用熔模铸造法可以节省大量的机床设备和加工工时,大大节省金属原材料。
消失模铸造
消失模铸造 是将与铸件尺寸和形状相似的石蜡或泡沫模型组合成模型簇。 耐火涂料涂刷干燥后,埋入干燥的石英砂中进行振动造型,并在负压下浇注使模型气化。 ,液态金属占据模型位置,凝固冷却后形成新的铸造方法。

压铸
压铸是一种金属铸造工艺,其特点是利用模具的型腔对熔融金属施加高压。 模具通常由更高强度的合金制成,这个过程有点类似于注塑成型。 大多数压铸件不含铁,如锌、铜、铝、镁、铅、锡和铅锡合金及其合金。 明和一直是中国的顶级 压铸服务 以来1995。
离心铸造
离心铸造 是一种将液态金属注入高速旋转的模具中,使液态金属以离心运动充满模具并形成铸件的技术和方法。 由于离心运动,液态金属能沿径向很好地充满铸型,形成铸件的自由表面; 它影响金属的结晶过程,从而提高铸件的机械和物理性能。

