
薄壁压铸
什么是薄壁压铸?
航空航天、汽车、兵器等行业为了追求零部件的结构合理和轻量化,将原来由几个简单的铸、锻件和机加工件组成的零件,改为一个整体铸件。 壁厚为2.0~4.0mm的有色合金铸件称为薄壁铸件,壁厚小于2.0mm的铝合金铸件称为超薄壁铸件。 压铸作为一种快速近净成形工艺,具有生产效率高、尺寸精度高、能够成形形状复杂、轮廓清晰的薄壁深腔铸件等特点。 特别适用于薄壁复杂零件的一体化设计和整体成型。
在薄壁铝合金件的压铸生产中,从设计到设备、填充过程模拟都存在诸多不足。 需要在合金精度、压铸机、热处理和模拟等方面进行更多的研究。
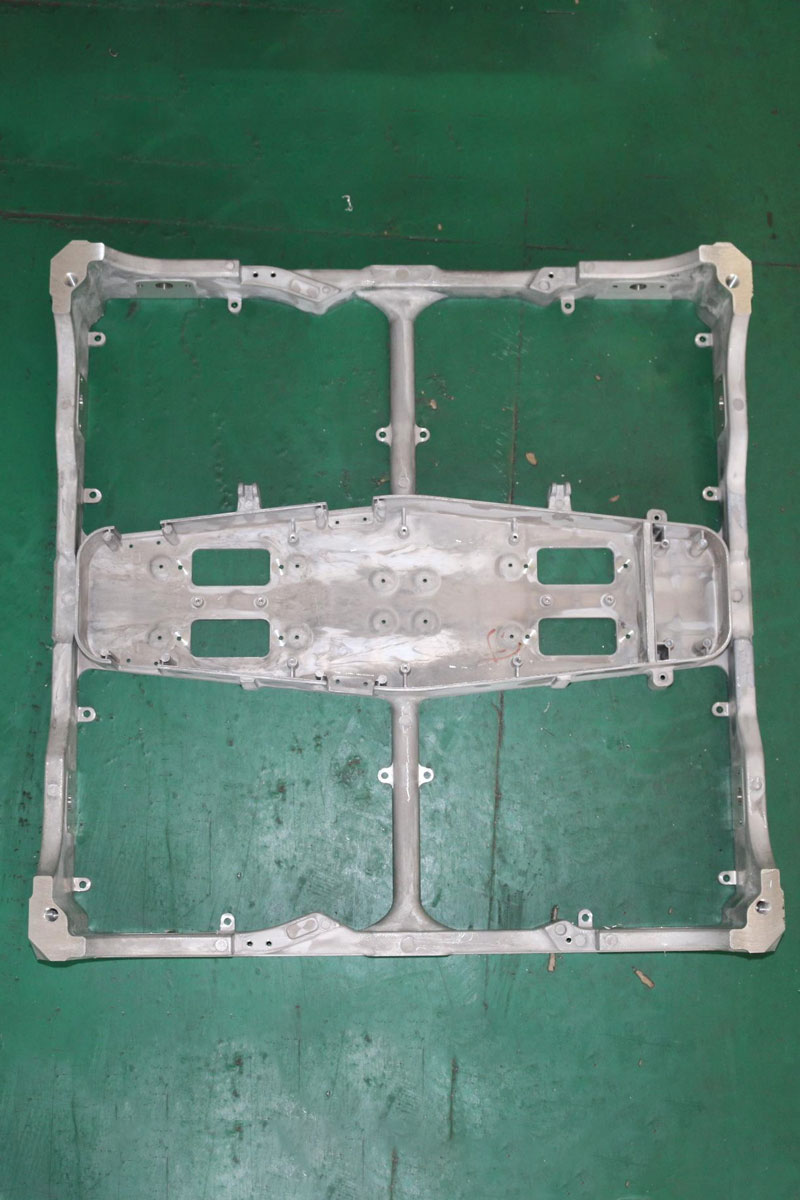
薄壁铸件 铝合金具有重量轻、力学性能好的特点,在生产大型复杂结构如车身、汽车底盘等方面具有良好的前景。 在明和铸造,我们为您的铝件需求提供行业领先的薄壁压铸服务

为什么选择明禾薄壁压铸服务?
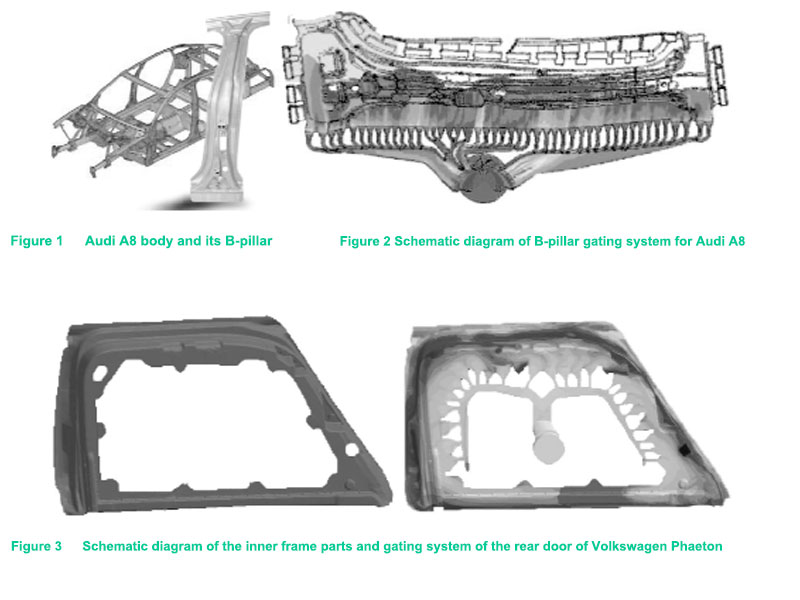
铝合金 薄壁压铸件 主要用于高档汽车的车身和底盘。 图1为奥迪A8车身铝合金空间车架结构。 B柱是尺寸最大、形状最复杂、机械性能要求最高的铸件。外尺寸约1 200 mm×200 mm×100 mm,壁厚1. .0~2.5 mm,图2是其浇注系统示意图。 由图2和图3可以看出,这种浇注系统采用多缝内浇口方式,同时采用真空系统辅助,需要模温机控制模温,铸造需要经过特殊的热处理才能达到最终的使用要求,但真空压铸和热处理的具体工艺参数是保密的。
目前国内能生产铝合金薄壁车身压铸件的企业屈指可数,如汽车底盘后桥梁、车身前纵梁、B柱、车架纵梁等。 更多铝合金薄壁压铸件压铸件主要用于发动机气缸盖罩。
铭禾铸造采用压力铸造生产出合格的ADC12铝制气缸盖罩,平均壁厚小于2.5mm,请联系我们的压铸专家,帮助您选择最适合您压铸项目需求的工艺,或索取今天就您的热室压铸项目报价。
中国压铸服务能力
铭和铸造在提供压铸服务时提供并有能力生产中长期项目。 35 年来,铭禾铸造在各种技术领域为广泛的应用提供了行业领先的压铸服务。



| 模具制造 |
| 明和的压铸模具利用铝和锌合金生产小到大的相同铸件。 |

| 重力铸造 |
| 与其他铸造技术相比,该方法具有成本效益高、质量好和过程控制等优点。 |
| 数控加工 |
| Minghe 提供内部 CNC 加工作为对 Minghe 压铸服务的补充。 |
中国铭和压铸材料
明禾压铸服务与铝、锌等。

铝压铸件
- A360
- A380
- ADC6
- ADC10
- ADC12
- 铝硅12
- 铝硅9Cu3

锌压铸件
- 扎马克3
- 扎马克5
- 扎马克8
- 扎马克12

镁压铸件
- AM50A
- AM60B
- AZ91D
- AZ63A

其他铸造材料
- 钛
- 铜
- 青铜
- 铁件
- 不锈钢
- 铸铁
铭禾压铸服务的应用
压铸件无处不在,它们可能是您汽车的重要部件,也可以在您的电气设备中发挥重要作用。 Minghe 是一家成熟的铸件供应商,从事广泛的压铸应用。
我们的制造零件适用于以下行业:
 |
汽车 行业 |
 |
摩托车 行业 |
 |
机械 行业 |
 |
LED照明 行业 |
 |
散热器 行业 |
 |
厨房用具 行业 |
 |
泵阀 行业 |
 |
医疗装置 行业 |
 |
电信 行业 |
 |
自行车 行业 |
 |
航天 行业 |
 |
电子 行业 |
 |
展示柜 行业 |
 |
机器人 行业 |
 |
了解更多 行业 |

明和薄壁压铸件的优势
- 可以获得零件的复杂形状,提高零件的性能。 此外,减少了组装工作。
- 可以获得具有特定形状的耐用且尺寸稳定的压铸件,因此无需机械加工或较少机械加工。
- 压铸件可以有许多精加工技术和表面。 该工艺能够获得光滑或有纹理的零件表面。
- 可实现净形零件配置。
- 可实现高尺寸精度。
- 快速生产。
- 与熔模铸造相比,可以实现更薄的壁厚。
- 多种可能的形状。
- 可以铸造外螺纹。
- 孔可以根据内螺纹钻头尺寸取芯。
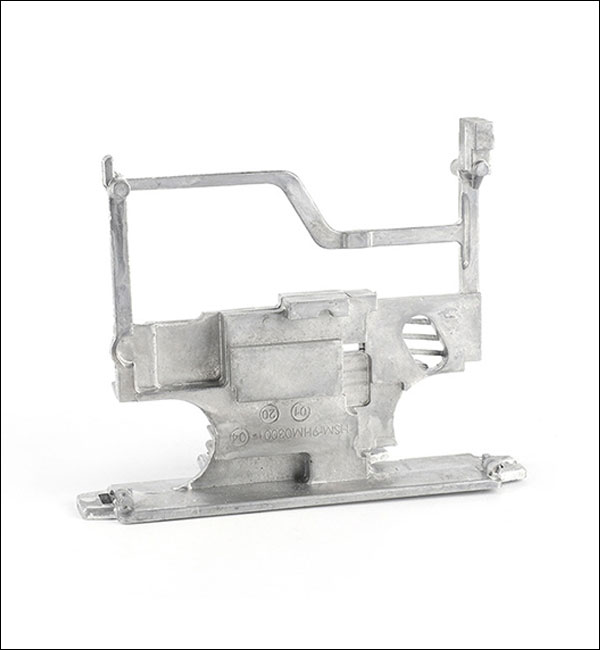
明和薄壁压铸案例
您有一个复杂的零件设计,明和铸造公司可以帮助您将其变为现实。 凭借合适的设备、强大的技术知识和对质量的关注。 从工具设计到精加工再到发货,明和铸造确保每一个项目都以高标准完成,并确保您的订单每次都按时交付.











选择最好的薄壁压铸服务
目前,我们的薄壁压铸件出口到美国、加拿大、澳大利亚、英国、德国、法国、南非等世界许多国家。 我们已通过 ISO9001-2015 注册并通过 SGS 认证。
定制版 中国压铸服务 为汽车、医疗、航空航天、电子、食品、建筑、安全、船舶等行业提供耐用且价格合理的铸件,满足您的规格。 快速发送您的询价或提交您的图纸以在最短的时间内获得免费报价。联系我们或发送电子邮件 sales@hmminghe.com 看看我们的人员、设备和工具如何为您的薄壁压铸项目带来最好的质量和最优惠的价格。
我们提供的铸造服务包括:
明和铸造服务于砂型铸造、金属铸造、熔模铸造消失模铸造等。
砂模铸造
砂模铸造 是一种以砂为主要造型材料制作模具的传统铸造工艺。 砂型一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。 砂型铸造适应性广,小件、大件、简单件、复杂件、单件、大批量均可使用。
永久模铸
永久模铸 寿命长,生产效率高,不仅尺寸精度好,表面光滑,而且强度比砂型铸件高,浇注相同的金属液时不易损坏。 因此,在大批量生产中小型有色金属铸件时,只要铸件材料的熔点不太高,一般首选金属铸造。

精密铸造
最大的优势 投资铸造 是因为熔模铸件具有较高的尺寸精度和表面光洁度,可以减少加工工作量,但对要求较高的零件留有少许加工余量。 可见,采用熔模铸造法可以节省大量的机床设备和加工工时,大大节省金属原材料。
消失模铸造
消失模铸造 是将与铸件尺寸和形状相似的石蜡或泡沫模型组合成模型簇。 耐火涂料涂刷干燥后,埋入干燥的石英砂中进行振动造型,并在负压下浇注使模型气化。 ,液态金属占据模型位置,凝固冷却后形成新的铸造方法。

压铸
压铸是一种金属铸造工艺,其特点是利用模具的型腔对熔融金属施加高压。 模具通常由更高强度的合金制成,这个过程有点类似于注塑成型。 大多数压铸件不含铁,如锌、铜、铝、镁、铅、锡和铅锡合金及其合金。 明和一直是中国的顶级 压铸服务 以来1995。
离心铸造
离心铸造 是一种将液态金属注入高速旋转的模具中,使液态金属以离心运动充满模具并形成铸件的技术和方法。 由于离心运动,液态金属能沿径向很好地充满铸型,形成铸件的自由表面; 它影响金属的结晶过程,从而提高铸件的机械和物理性能。

