
组装和测试
组装和测试
明和大会的进展
Minghe Die Casting 提供灵活、经济高效的交钥匙解决方案,包括集成的子组件生产和成品生产就绪组件。
我们明和铸造拥有进行多种组装和测试的设施和专业知识。 确保产品组装保持最高质量标准,并利用大量组装线实现高效的周转时间。
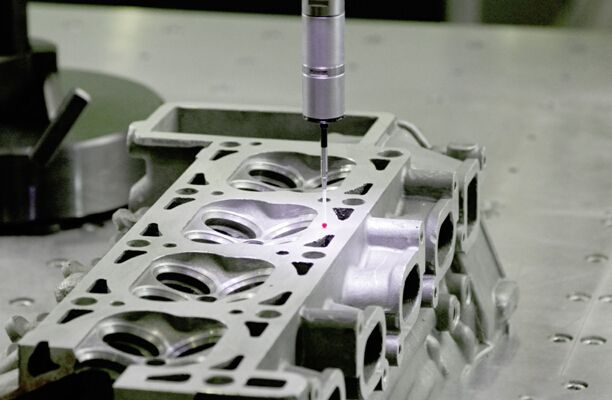
从简单的机械组装和压力测试,到使用网络分析仪的电气组装和测试。 这将允许您购买成品而不仅仅是组件。
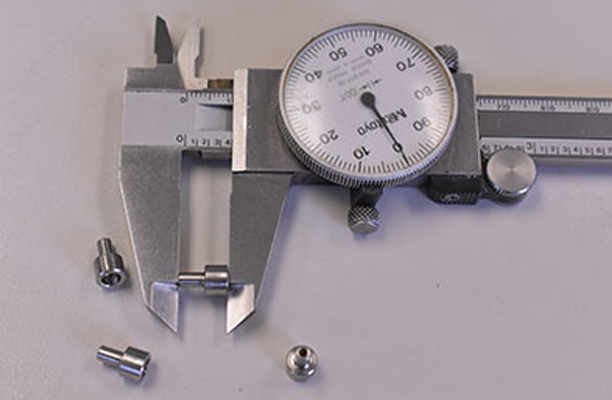
电子测试设备用于创建激励信号并捕获来自电子设备的响应。 可以确认电子设备的正常运行或设备中的缺陷,可以进行追溯和修复。 电子测试设备的使用对于电子系统上的任何类型的工作都是必不可少的。
 |
 |
 |
 |

我们为更方便组装的尝试和努力
无论您是需要简单的硬件插入还是复杂的机械组装,铭禾压铸都能为您的项目提供省时、省钱的服务。 我们管理您从原型设计、压铸、机加工、库存采购和组装的完整项目。 我们还可以为您的生产线和维修套件提供子组装零件的套件。 从小型机械子组件到复杂的机电外壳,我们根据您的具体需求量身定制组装解决方案。
一、压铸的结构
随着数控加工技术的广泛应用,压铸件结构的复杂性不断增加。 在一些压铸件的加工中,定位装夹非常困难,不适合多次定位装夹。 整体加工一次性成型技术是在卧式或立卧式转换加工中心机床上按角度旋转、转动工作台,一次加工压铸件的所有面和孔,然后满足图纸的所有几何公差要求。 将与工艺手柄连接的部分分层铣削,使工艺手柄与工件分离。
二、加工原理
充分利用CNC加工中心的多角度、全方位加工优势,利用硬质合金铣刀的特点,高速、小进给加工变形小零件,利用型材零件的残余部分作为定位压合工艺手柄,并使用UG软件自动编程功能,保证了整体加工件的一致性和各面的良好衔接。
三、实施效果
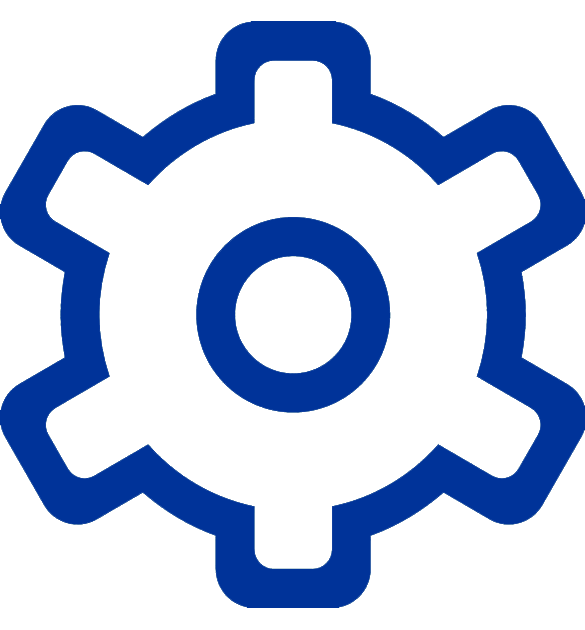
压铸件采用整体加工和一次成型技术。 压铸件大批量生产时,经三坐标检验,形位精度统计数据如下:K基面平整度≤0.012mm,M基面平整度≤0.01mm,M背面平行度≤0.015mm,φ30mm与M底面的垂直度≤0.013mm,φ32mm与K底面的垂直度≤0.015mm,φ30mm与φ32mm轴线的交点≤0.014mm。 在批量生产中,零件的形状和位置精度稳定,生产效率大大提高。
四、应用与扩展
零件整体加工的一次性成型工艺技术不仅可以用于卧式加工中心,也可以用于立式和立卧转换加工中心。 压铸件可在五轴加工中心一步加工成型,工艺手柄可分层铣削; 压铸件可以在三轴加工中心上进行倒板加工。 去除残留的工艺平台。
5、整体加工的应用
零件整体加工的一次性成型工艺技术主要用于定位和装夹困难的零件的加工。 加工工序可组合,提高工作效率,保证形状位置精度; 可用于对称结构零件的成对切削,减少装夹次数,节省工装生产成本; 适用于高速小进给逐层扫描加工,切削力小,加工时切削热小,压铸件不易发生应力变形。 这种加工理念正逐渐在压铸厂推广。
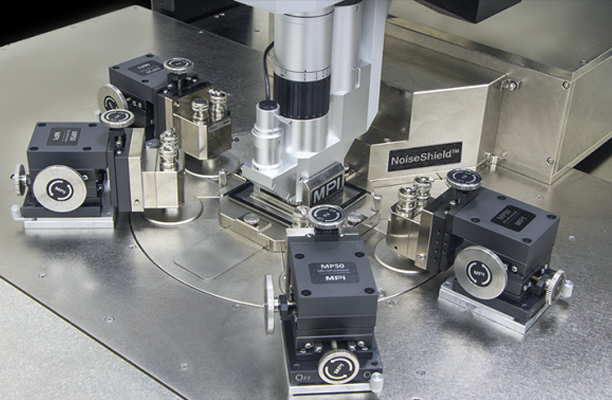
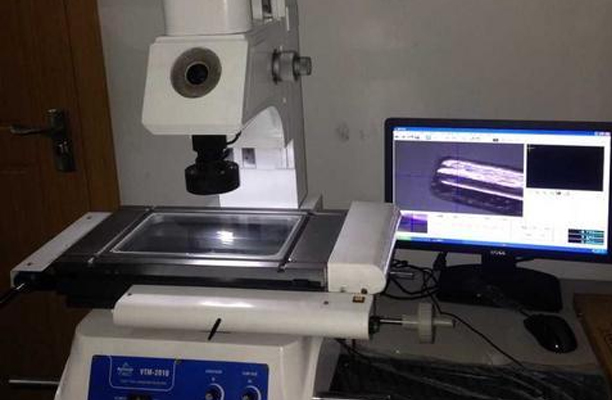
我们的测量设备清单
 |
|
 |
|
 |
|
 |
|
 |
|
 |
|